G2-G3
- G2 Movimento in senso orario ad arco da un punto a un altro
- G3 Movimento in senso antiorario ad arco da un punto a un altro
Dipendenze
- ARC_SUPPORT abilitato
- meccaniche SCARA non supportate
Utilizzo
Questo comando esiste in due forme: la forma-IJ e la forma-RP.
Mescolare parametri R o P con quelli I o J causerà un errore.
Forma-IJ
G2 X<decimale> Y<decimale> I<decimale> J<decimale> E<decimale> F<decimale> (Arco in senso orario) G3 X<decimale> Y<decimale> I<decimale> J<decimale> E<decimale> F<decimale> (Arco in senso antiorario)
Almeno uno dei parametri IJ è richiesto. X e Y possono essere omessi per realizzare una circonferenza completa.
Le coordinate fornite non sono sottoposte a controlli di correttezza.
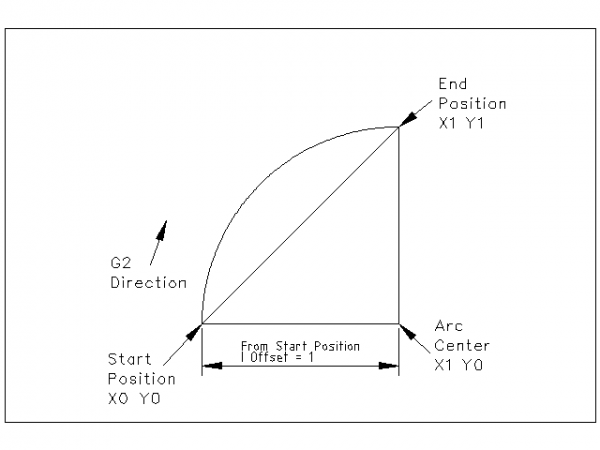
- I Il punto nello spazio X dalla posizione X corrente da cui mantenere una distanza costante in millimetri
- J Il punto nello spazio Y dalla posizione Y corrente da cui mantenere una distanza costante in millimetri
Forma-RP
G2 X<decimale> Y<decimale> R<decimale> P<decimale> E<decimale> F<decimale> (Arco in senso orario) G3 X<decimale> Y<decimale> R<decimale> P<decimale> E<decimale> F<decimale> (Arco in senso antiorario)
Sono richiesti i valori di X o di Y. Omettere entrambi causerà un errore. X o Y devono essere differenti dalle coordinate XY attuali.
- R Il raggio di curvatura dell'arco in millimetri
- P Il numero di volte che la circonferenza completa deve essere ripetuta
Parametri
- X La posizione per spostarsi sull’asse X in millimetri
- Y La posizione per spostarsi sull’asse Y in millimetri
- E La quantità di materiale da estrudere tra il punto di partenza e il punto finale in millimetri
- F La velocità del movimento tra il punto di partenza e il punto finale in millimetri al minuto
Esempi
G2 X90.6 Y13.8 I5 J10 E22.4 (Muovi ad arco in senso orario dal punto corrente al punto (X = 90,6, Y = 13,8), con un punto centrale a (X = current_X + 5, Y = current_Y + 10), estrusione 22,4 millimetri di materiale tra partenza e arrivo)
G3 X90.6 Y13.8 I5 J10 E22.4 (Muovi ad arco in senso antiorario dal punto corrente al punto (X = 90,6, Y = 13,8), con un punto centrale a (X = current_X + 5, Y = current_Y + 10), estrusione 22,4 millimetri di materiale tra partenza e arrivo)
G2 I10 (Muovi in senso orario lungo tutta la circonferenza centrata in (X = current_X+10, Y = current_Y) )
G3 X20 Y12 R14 (Muovi in senso antiorario lungo la circonferenza con raggio 14mm terminando in posizione (X = 20 Y = 12) )
G2 J20 P4 (Muovi in senso orario lungo la circonferenza centrata in (X = current_X, Y = current_Y+20) per 4 volte)
- Ultima modifica: 30/11/2017 21:33
- da
 Simone Persiani
Simone Persiani